Science
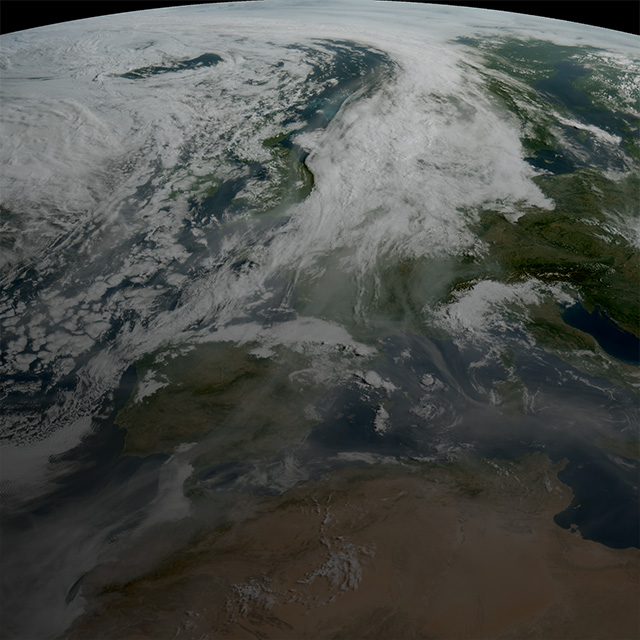
The Highest Fidelity Weather Data In History: The 3rd-Gen Meteosat Is Live




Possibility is a Hub for stories about technology, science and people shaping digital imaging. Learn more.
Don't miss out on new Possibility Hub stories & other useful information from Teledyne Imaging.
There are two ways to subscribe: